
Språk

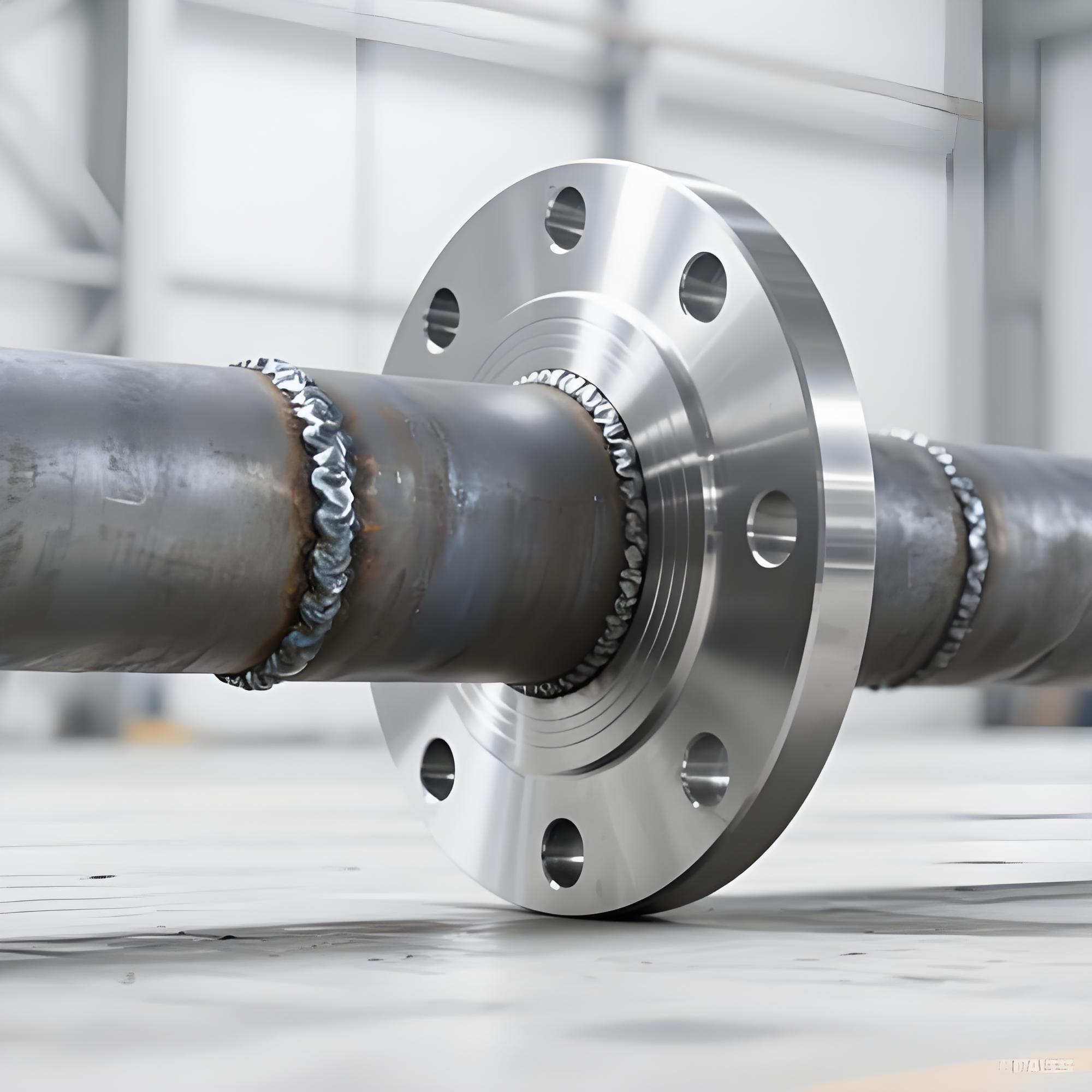
Stumsvetsning är en svetsmetod där ändarna på två arbetsstycken placeras mot varandra, uppvärmda samtidigt över hela ändytan, och trycket är praktiskt för att nå atombindning mellan de två arbetsstyckena i fast tillstånd, och därför sammanfoga dem till ett stycke.
För att hjälpa dig att förstå mer imponerande görs en jämförelse från många perspektiv:
| Jämförelseobjekt |
Stumsvetsning |
Sockelsvetsning |
| Anslutningsmetod |
Ändarna är i linje med varandra och svetsas direkt |
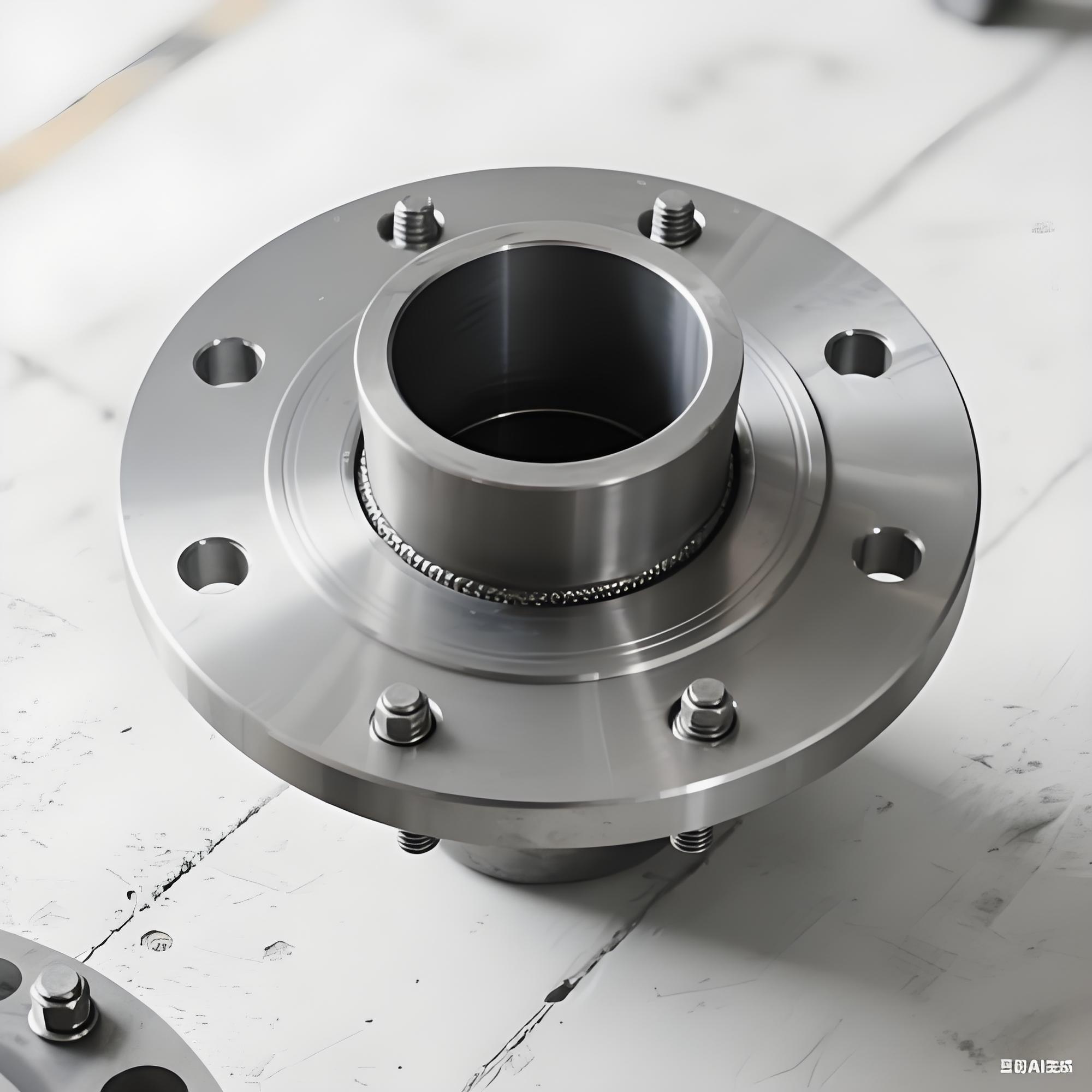
Ena änden sätts in i den andra och kälsvetsad på utsidan |
| Rörstorleksintervall |
Används vanligtvis för DN50 och högre |
Används vanligtvis för DN50 och mindre |
| Svetstyp |
Stumsvets, full penetration |
Kälsvets, ej helt genomträngd |
| Intern Gap |
Inget steg, slät innervägg |
Det finns ett gap som kan ackumulera media eller orsaka korrosion |
| Inspektionsmetod |
Kan röntgas (RT), hög tillförlitlighet |
Svårt att röntga (RT), mestadels MT eller PT |
| Styrka förmåga |
Kan motstå högre tryck, temperatur och utmattningsbelastningar |
Lämplig för lågtryck och statiska förhållanden |
| Jämförelseobjekt |
Stumsvetsning |
Flänsad anslutning |
| Anslutning Natur |
Permanent, ej avtagbar |
Avtagbar, lätt att underhålla och byta ut |
| Förseglingspunkt |
Ingen packningstätning; själva svetsen är tätningen |
Förlitar sig på packningar och bultar; potentiella läckpunkter finns |
| Servicevillkor |
Hög temperatur, högt tryck, svår temperaturcykling |
Konventionella förhållanden, kan uppgraderas med olika packningsklasser |
| Installation & Underhåll |
Kräver skicklig svetsare; svårt att modifiera efter svetsning |
Snabb montering med bultdragning; bekvämt för inspektion |
| Vikt & Utrymme |
Kompakt struktur, inga flänsar, sparar utrymme och material |
Flänsar upptar mer utrymme, ökar vikt och kostar |
| Typiska applikationer |
Huvudångledningar, vätgasledningar, högtemperatur-högtrycksventilanslutningar |
Utrustningsgränssnitt, ventiler eller rörsektioner som kräver regelbunden demontering |

| Jämförelseobjekt |
Stumsvetsning |
Gängad anslutning |
| Tätningssäkerhet |
Extremt hög, inget läckage (om svetsen är bra) |
Låg, förlitar sig på tätningsmedel eller PTFE-tejp; kan lossna vid vibrationer |
| Tryck-/temperaturgräns |
Kan användas för ultrahögt tryck och ultrahög temperatur |
Begränsat till medel/lågt tryck och normal eller måttlig temperatur |
| Anslutningsstyrka |
Integrerat sammansmält, styrka nära oädel metall |
Spänningskoncentration vid trådroten |
| Installationssvårigheter |
Kräver svetsutrustning och skicklig svetsare |
Behöver bara handverktyg; kan snabbt monteras på plats |
| Risk för läckage |
Nästan inget läckage om svetsen är bra |
Läckage kan gradvis uppstå med temperaturcykler eller vibrationer |
I en mening: Stumsvetsning är den starkaste, mest tillförlitliga och icke-borttagbara anslutningsmetoden, lämplig för svåra serviceförhållanden med stor borrning, hög temperatur, högt tryck, utan läckage.











